Flansche gehören zu den grundlegendsten Komponenten in jedem Rohrleitungssystem und stellen die mechanischen Verbindungen dar, die Rohre, Ventile, Pumpen und Geräte auf eine Weise verbinden, die sowohl strukturell sicher als auch – was entscheidend ist – zur Inspektion, Wartung oder Änderung abnehmbar ist. In Branchen wie der Öl- und Gasindustrie, der Petrochemie, der Wasseraufbereitung, der Pharmaindustrie und der Energieerzeugung ist die richtige Auswahl des Flanschtyps, der Druckklasse, der Beschichtung und des Materials ebenso wichtig wie die Rohrspezifikation selbst. Ein nicht passender oder falsch bemessener Flansch stellt eine potenzielle Leckstelle, einen Verstoß gegen die Einhaltung gesetzlicher Vorschriften und im Hochdruck- oder Hochtemperaturbetrieb ein ernstes Sicherheitsrisiko dar. Dieser Artikel behandelt die wichtigsten Flanschtypen, die in Rohrleitungssystemen verwendet werden, ihre technischen Eigenschaften, geltende Normen und die praktischen Kriterien, die bei der richtigen Flanschauswahl eine Rolle spielen.
Was ist ein Rohrleitungsflansch und warum ist die Typauswahl wichtig?
A Rohrleitungsflansch ist eine aus Metall geschmiedete, gegossene oder bearbeitete Scheibe, ein Ring oder eine Manschette, die an einem Rohrende, einem Ventilkörper oder einer Gerätedüse befestigt und mit einem Gegenflansch verschraubt wird, um eine druckdichte Verbindung zu bilden. Die Verbindung wird durch eine Dichtung abgedichtet, die durch die Klemmkraft der Schrauben zwischen den beiden Flanschflächen zusammengedrückt wird. Der Flansch überträgt mechanische Belastungen zwischen verbundenen Elementen – einschließlich Innendruck, Wärmeausdehnungskräften, Gewichtsbelastungen und Vibrationen – und ermöglicht gleichzeitig die Demontage der Verbindung ohne Schneiden oder Schweißen.
Die Auswahl des Flanschtyps ist wichtig, da verschiedene Typen für grundlegend unterschiedliche Verbindungsmethoden, Druck- und Temperaturbedingungen, Rohrwandstärken und einfache Installation und Demontage geeignet sind. Die Verwendung eines Aufsteckflansches in einer Hochdruckdampfleitung oder eines Muffenschweißflansches an einem Rohr mit großem Durchmesser führt zu Diskrepanzen zwischen der strukturellen Leistungsfähigkeit des Flansches und den an ihn gestellten Anforderungen. Die maßgeblichen Normen – am häufigsten ASME B16.5, ASME B16.47, EN 1092-1 und API 6A – definieren Maß-, Druckklassen- und Materialanforderungen für jeden Flanschtyp, und die Einhaltung dieser Normen ist in den meisten regulierten Branchen obligatorisch.
Die wichtigsten Flanschtypen, die in Rohrleitungen verwendet werden
Jeder Flanschtyp verfügt über eine eigene Art der Befestigung am Rohr und einen spezifischen Satz struktureller Merkmale. Die nachfolgend beschriebenen sieben Typen decken die überwiegende Mehrheit der Flanschverbindungen ab, die in industriellen und gewerblichen Rohrleitungssystemen vorkommen.
Vorschweißflansch
Der Vorschweißflansch ist der strukturell robusteste und am weitesten spezifizierte Flanschtyp für Hochdruck-, Hochtemperatur- und zyklische Betriebsanwendungen. Es verfügt über eine lange, konische Nabe, die allmählich vom Flanschkörper zur Rohrwandstärke übergeht, wodurch die Spannung gleichmäßig verteilt und die Spannungskonzentration an der Schweißverbindung minimiert wird. Der Flansch wird durch eine vollständig durchdringende Stumpfschweißung am Rohr befestigt, was die bestmögliche Verbindungsintegrität gewährleistet und eine Röntgenuntersuchung der Schweißnaht zur Qualitätsüberprüfung ermöglicht. Vorschweißflansche sind die Standardspezifikation in kritischen Versorgungsleitungen in der Öl- und Gasindustrie, der Energieerzeugung und der chemischen Verarbeitung. Ihre höheren Kosten und die längere Installationszeit im Vergleich zu anderen Typen werden durch die überlegene mechanische Leistung und langfristige Zuverlässigkeit gerechtfertigt, die sie unter anspruchsvollen Betriebsbedingungen bieten.
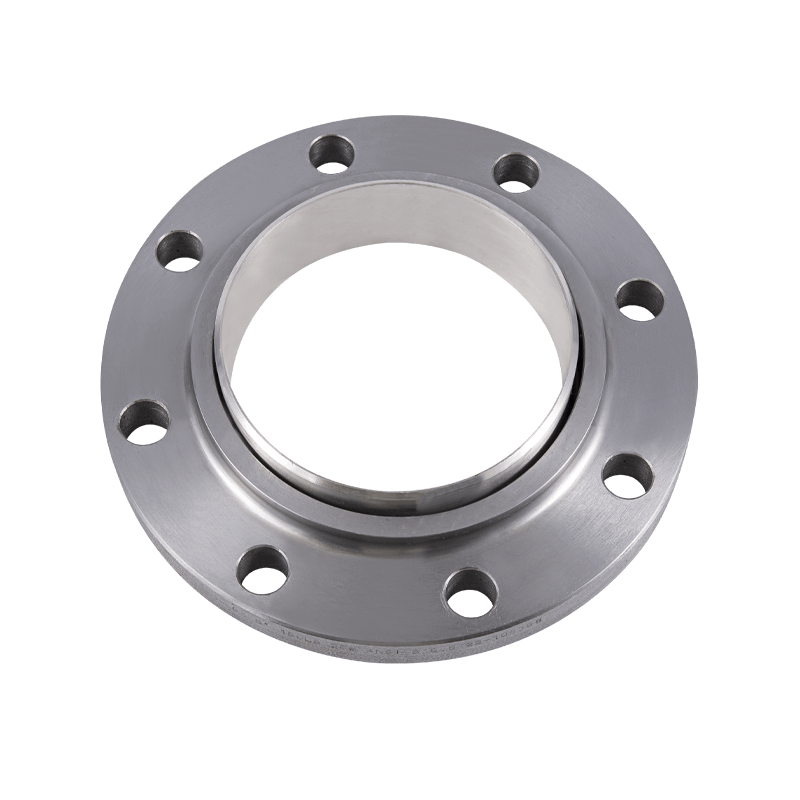
Aufsteckflansch
Der Aufsteckflansch wird über die Außenseite des Rohrs geschoben und mit zwei Kehlnähten befestigt – eine an der Nabenfläche und eine an der Rückseite der Flanschbohrung. Seine Bohrung ist etwas größer als der Rohraußendurchmesser, sodass das Rohr vor dem Schweißen eingeführt werden kann, was die Ausrichtung während der Installation vereinfacht. Aufsteckflansche sind kostengünstiger und einfacher zu montieren als Vorschweißflansche, weshalb sie in Versorgungsrohren, Niederdrucksystemen und unkritischen Versorgungsleitungen beliebt sind. Ihre strukturelle Festigkeit ist jedoch geringer als die von Vorschweißflanschen – sie liegt typischerweise bei etwa zwei Dritteln des Vorschweißhalsäquivalents bei derselben Druckklasse –, da die Kehlnähte keine vollständige Durchdringung der Rohrwand ermöglichen. Sie sind im Allgemeinen auf den Einsatz der ASME-Klassen 150 und 300 in unkritischen Anwendungen beschränkt.
Muffenschweißflansch
Muffenschweißflansche werden ausschließlich bei Rohrleitungen mit kleinem Durchmesser verwendet, typischerweise mit einem Nenndurchmesser von 2 Zoll (50 mm) und darunter. Das Rohr wird in eine in die Flanschbohrung eingearbeitete Muffe eingeführt und an der Nabe eine Kehlnaht angebracht. Vor dem Schweißen wird bewusst ein kleiner Spalt von ca. 1,6 mm zwischen Rohrende und Muffenschulter gelassen, um eine Wärmeausdehnung zu ermöglichen und Schweißrisse zu verhindern. Muffenschweißflansche sorgen bei kleinen Rohrgrößen für eine sauberere Innenbohrung als Aufsteckflansche, wodurch Turbulenzen und Erosion bei Hochgeschwindigkeitsbetrieben reduziert werden. Sie werden in Hochdruck-Hydraulikleitungen, Instrumentenverbindungen und chemischen Injektionsleitungen eingesetzt, bei denen die Integrität kleiner Bohrungen von entscheidender Bedeutung ist. Sie eignen sich nicht für Schlammanwendungen oder korrosive Flüssigkeiten, bei denen sich im Spalt zwischen Muffe und Rohr Material festsetzen könnte.
Gewindeflansch
Gewindeflansche werden über ein konisches oder paralleles Innengewinde mit dem Rohr verbunden und müssen nicht geschweißt werden. Damit sind sie der einzige gängige Flanschtyp, der zur Befestigung nicht geschweißt werden muss. Sie werden in Niederdruck-Versorgungssystemen, Instrumentenverbindungen und Anwendungen in ungefährlichen Bereichen eingesetzt, wo das Vorhandensein brennbarer oder explosiver Gase Schweißarbeiten undurchführbar macht. Gewindeflansche sind mechanisch schwächer als geschweißte Typen und neigen bei Temperaturwechsel oder Vibration zu Undichtigkeiten, wodurch sich der Gewindeeingriff zunehmend löst. Viele Spezifikationen verbieten aus diesem Grund ihre Verwendung in Betrieben über 300 °F (150 °C) oder in Betrieben mit brennbaren Gasen und Flüssigkeiten. In Umgebungen, in denen Schweißbeschränkungen gelten, aber eine höhere Integrität erforderlich ist, bietet eine Konfiguration mit Gewinde und Dichtungsschweißung – das Anbringen einer Dichtungsschweißnaht über der Gewindeverbindung – eine verbesserte Zuverlässigkeit.
Blindflansch
Ein Blindflansch ist eine massive Scheibe ohne Bohrung, die zum Verschließen des Endes eines Rohrs, einer Düse oder einer Behälteröffnung dient. Es wird mit einer Dichtung an der Stirnseite des Gegenflansches verschraubt und bildet so einen vollständig druckfesten Verschluss, der entfernt werden kann, wenn Zugang zur Leitung erforderlich ist. Blindflansche werden an Rohrenden für zukünftige Erweiterungsanschlüsse, an Behälterinspektionsöffnungen, an Drucktestpunkten und als dauerhafte Endverschlüsse an redundanten Abzweigverbindungen verwendet. Sie müssen für die volle Systemdruckklasse ausgelegt sein und unterliegen einer erheblichen Biegebeanspruchung durch den Innendruck, der auf ihre nicht unterstützte Stirnfläche einwirkt, weshalb die Wandstärke des Blindflansches bei größeren Bohrungsgrößen und höheren Druckklassen erheblich zunimmt.
Überlappungsflansch
Der Überlappungsflansch wird in Verbindung mit einem Stutzenendstück verwendet – einem kurzen Rohrabschnitt mit einem bearbeiteten Radius an einem Ende, der die Dichtfläche bildet. Der Überlappungsflansch gleitet frei über das Stutzenende und ist nicht mit dem Rohr verschweißt; Stattdessen wird das Stutzenende stumpf an das Rohr geschweißt und der Losflansch stützt sich gegen den Radius des Stutzenendes ab. Durch diese Anordnung kann sich der Flansch frei um das Rohr drehen, was die Ausrichtung der Schraubenlöcher während der Installation erheblich vereinfacht, insbesondere in beengten Bereichen oder dort, wo Geräteanschlüsse nicht präzise positioniert sind. Überlappungsflansche sind auch in teuren Rohrleitungssystemen aus Legierungen wirtschaftlich vorteilhaft, da nur das Stutzende – die Komponente, die mit der Flüssigkeit in Kontakt kommt – aus dem Legierungsmaterial gefertigt werden muss, während der Stützflansch aus Standard-Kohlenstoffstahl bestehen kann.
Öffnungsflansch
Blendenflansche sind eine spezielle Variante der Schweißhals- oder Aufsteckflanschkonstruktion, bei der auf beiden Seiten einer Blendenplatte in den Flanschkörper eingearbeitete Druckentnahmebohrungen integriert sind. Die Blendenplatte – eine präzisionsgebohrte Scheibe – wird zwischen den beiden Blendenflanschen eingeklemmt und erzeugt eine kalibrierte Druckdifferenz, wenn Flüssigkeit durch die verengte Bohrung fließt. Dieser Differenzdruck wird durch die Entnahmelöcher gemessen und zur Berechnung des Volumen- oder Massendurchflusses verwendet. Blendenflanschbaugruppen sind eine Standard-Durchflussmesstechnologie in Öl- und Gas-, chemischen Verarbeitungs- und Wasseraufbereitungsanwendungen. Ihre Maß- und Bearbeitungsanforderungen sind in ASME MFC-3M und ISO 5167 spezifiziert.
Vergleich der Flanschtypen nach Schlüsselkriterien
Die folgende Tabelle bietet einen praktischen Vergleich der wichtigsten Flanschtypen anhand der Kriterien, die für Auswahlentscheidungen bei der Konstruktion industrieller Rohrleitungen am relevantesten sind.
| Flanschtyp | Befestigungsmethode | Druckeignung | Typischer Anwendungsfall |
| Schweißhals | Stumpfschweißung | Alle Klassen, kritischer Service | Hochdruck- und Hochtemperaturleitungen |
| Slip-On | Doppelte Kehlnaht | Klasse 150–300, unkritisch | Versorgungs- und Niederdruckleitungen |
| Muffenschweißen | Kehlnaht in die Muffe einschweißen | Hochdruck, nur kleine Bohrung | Instrumenten-, Hydraulik- und Einspritzleitungen |
| Mit Gewinde | Rohrgewinde, keine Schweißnaht | Niedriger Druck, nur ungefährlich | Schweißfreie Zonen, Versorgungsdienste |
| Blind | Verschraubt (keine Rohrbefestigung) | Alle Klassen | Endabschlüsse, zukünftige Verbindungen |
| Überlappungsgelenk | Lose über dem Stumpfende | Mäßiger Druck | Legierungsrohre, häufige Demontage |
Flanschflächentypen und ihre Rolle bei der Fugenabdichtung
Die Flanschfläche ist die bearbeitete Oberfläche, die die Dichtung berührt und die Druckdichtung erzeugt. Die Auswahl des falschen Flächentyps für einen bestimmten Betriebszustand oder das falsche Dichtungsmaterial ist eine häufige Ursache für Verbindungslecks. Die vier am häufigsten verwendeten Dichtungstypen in industriellen Rohrleitungen verfügen jeweils über unterschiedliche Dichtungsmechanismen und Anwendungsbereiche.
Erhöhtes Gesicht (RF)
Die erhabene Fläche ist die gebräuchlichste Flanschflächenart in Prozessrohrleitungen und die Standardflächenart für ASME B16.5-Flansche der Klassen 150 bis 2500. Die Sitzfläche ist ein erhabener Ring – typischerweise 1,6 mm hoch für Klasse 150 und 300 und 6,4 mm hoch für Klasse 600 und höher – der die Schraubenklemmkraft auf den Dichtungsbereich konzentriert. Die Standardoberflächenbeschaffenheit für Flansche mit erhöhter Stirnfläche ist eine konzentrische oder spiralförmige gezahnte Oberfläche mit einer Rauheit von 3,2 bis 6,3 µm Ra, die eine mechanische Verbindung mit weichen und halbmetallischen Dichtungen gewährleistet. Flansche mit erhöhter Dichtfläche sind mit der gesamten Palette an Flach-, Spiral- und Ringdichtungen kompatibel, die im allgemeinen Prozessbetrieb eingesetzt werden.
Flaches Gesicht (FF)
Die Sitzfläche des Flansches mit flacher Stirnfläche schließt bündig mit der Stirnfläche des Flanschkörpers ab und weist keinen erhabenen Bereich auf. Es wird bei der Verbindung mit geflanschten Geräten verwendet, beispielsweise Ventilen aus Gusseisen, Pumpen und nichtmetallischen Geräten, bei denen eine erhabene Fläche ungleichmäßige Biegebelastungen auf das Verbindungsteil ausüben und zu dessen Rissbildung führen würde. Bei Flachflanschen werden vollflächige Dichtungen verwendet, die bis zum Lochkreis und darüber hinaus reichen. Dadurch wird die Schraubenlast über die gesamte Flanschfläche verteilt und die Kantenbelastung verhindert, die eine Ringdichtung bei einem spröden Gegenflansch verursachen würde.
Ringgelenk (RTJ)
Ringförmige Verbindungsflansche verfügen über eine präzisionsgefertigte trapezförmige oder ovale Nut, die in die Flanschfläche eingearbeitet ist und in der eine massive Metallringdichtung – typischerweise Weicheisen, kohlenstoffarmer Stahl, Edelstahl 316 oder Inconel – sitzt. Beim Anziehen der Schrauben wird die Ringdichtung plastisch in die Nut hinein verformt, wodurch eine extrem hochintegrierte Metall-auf-Metall-Dichtung entsteht. RTJ-Verbindungen sind für Hochdruck-, Hochtemperatur- und Sauergasanwendungen spezifiziert, bei denen die Anforderungen an die Zuverlässigkeit das übersteigen, was weiche oder halbmetallische Dichtungen leisten können. Sie sind Standard in Bohrlochkopf-, Unterwasser- und hochintegrierten Prozessrohren und erfordern eine präzise Bearbeitung sowohl der Nut als auch des Rings, um ihre Nennleistung zu erreichen.
Nut und Feder (T&G)
Nut-Feder-Flansche sind zusammenpassende Paare, bei denen eine Flanschfläche eine erhabene Feder und die andere eine passende, in die Fläche eingearbeitete Nut aufweist. Die Dichtung sitzt vollständig in der Nut, wo sie auf allen Seiten eingeklemmt ist und ein Ausblasen der Dichtung unter Druckstoßbedingungen verhindert. T&G-Verbindungen bieten einen hervorragenden Dichtungshalt und werden in Wärmetauscherdeckeln, Ventilhauben und hochintegrierten Prozessverbindungen verwendet, bei denen das Risiko eines Dichtungsausbruchs minimiert werden muss. Da es sich bei den beiden Hälften um passende Paare handeln muss, sind Nut- und Federflansche nicht gegen Standardflansche mit erhöhter Stirnfläche derselben Größe und Druckklasse austauschbar.
Flanschdruckklassen und was sie bedeuten
Gemäß ASME B16.5 – dem vorherrschenden Standard für Rohrflansche in Nordamerika und international weit verbreitet – werden Flansche nach Druckklassen bezeichnet: 150, 300, 600, 900, 1500 und 2500. Diese Klassennummern stellen keine feste Druckstufe dar; Sie definieren vielmehr die Druck-Temperatur-Bewertung des Flansches, die mit zunehmender Temperatur aufgrund der Verringerung der Materialstreckgrenze bei erhöhten Temperaturen abnimmt.
Beispielsweise ist ein Flansch der Klasse 300 aus ASTM A105-Kohlenstoffstahl bei Umgebungstemperatur für etwa 51,1 bar (740 psi) ausgelegt, bei 450 °C (850 °F) jedoch nur für 14,4 bar (210 psi). Die richtige Druckklasse für einen bestimmten Betrieb muss daher sowohl auf der Grundlage des maximalen Betriebsdrucks als auch der maximalen Betriebstemperatur ausgewählt werden. Dabei sind die Druck-Temperatur-Bewertungstabellen in ASME B16.5 oder die entsprechenden EN 1092-1-Tabellen für europäische Standardflansche zu verwenden. Die Unterdimensionierung der Druckklasse für die tatsächliche Betriebstemperatur ist einer der folgenreichsten Fehler bei der Flanschspezifikation.
Gängige Flanschmaterialien und ihre Anwendungen
Die Auswahl des Flanschmaterials muss sowohl mit der Prozessflüssigkeit als auch mit der äußeren Umgebung kompatibel sein und über den gesamten Betriebstemperaturbereich ausreichende mechanische Eigenschaften beibehalten.
- ASTM A105 (Kohlenstoffstahl): Das Standardmaterial für Kohlenstoffstahlflansche im allgemeinen Prozesseinsatz bis etwa 425 °C. Wird in den Bereichen Öl und Gas, Wasser, Dampf und nicht korrosive Chemikalien eingesetzt. Kostengünstig und in allen Druckklassen und -typen weit verbreitet.
- ASTM A182 F316/F316L (Edelstahl): Wird für korrosive chemische Anwendungen, Lebensmittel- und Pharmaanwendungen sowie Meeresumgebungen verwendet. Sorte 316 bietet eine gute allgemeine Korrosionsbeständigkeit; 316L (kohlenstoffarm) wird dort spezifiziert, wo eine Sensibilisierung durch Schweißhitze verhindert werden muss.
- ASTM A182 F11 / F22 (legierter Stahl): Chrom-Molybdän-legierte Stähle, die im Hochtemperaturbetrieb über 425 °C in Dampferzeugungs-, Reformer- und beheizten Heizrohren verwendet werden, wo Kohlenstoffstahl an mechanischer Festigkeit verliert.
- ASTM A350 LF2 (Niedrigtemperatur-Kohlenstoffstahl): Schlaggeprüfter Kohlenstoffstahl für Tieftemperatur- und Tieftemperaturanwendungen bis -46 °C, verwendet in LNG-Anlagen, Kühlsystemen und Rohrleitungen für kaltes Klima im Freien.
- Duplex- und Super-Duplex-Edelstahl (F51, F53): Wird in stark korrosiven Umgebungen eingesetzt, einschließlich Meerwasserversorgung, Unterwasserrohrleitungen und chloridreichen Chemikalienströmen, in denen es bei standardmäßigen austenitischen Edelstählen zu Spannungsriss- oder Lochfraßkorrosion kommen würde.
So wählen Sie den richtigen Flansch für Ihr Rohrleitungssystem
Die richtige Flanschauswahl erfordert eine systematische Bewertung mehrerer Parameter in Kombination und nicht die Optimierung nach einem einzelnen Kriterium wie Kosten oder Verfügbarkeit.
- Definieren Sie die Servicebedingungen genau: Stellen Sie vor der Auswahl einer Flanschkomponente den maximalen Betriebsdruck, die maximale Betriebstemperatur, die Flüssigkeitszusammensetzung einschließlich aller korrosiven Bestandteile sowie den zyklischen oder dynamischen Belastungscharakter des Betriebs fest.
- Wählen Sie den Flanschtyp basierend auf den strukturellen Anforderungen: Verwenden Sie Vorschweißflansche für alle Hochdruck-, Hochtemperatur-, zyklischen oder gefährlichen Leitungen. Verwenden Sie Aufsteckflansche nur im Versorgungs- oder Servicebereich mit geringer Kritikalität, wenn eine Kostenreduzierung gerechtfertigt ist und die geringere strukturelle Integrität im Rahmen der geltenden Vorschriften akzeptabel ist.
- Bestimmen Sie die Druckklasse anhand der P-T-Bewertungstabellen: Suchen Sie nach der Druck-Temperatur-Bewertung für das ausgewählte Material in ASME B16.5 oder EN 1092-1 bei der tatsächlichen Betriebstemperatur, nicht bei Umgebungstemperatur. Wenden Sie den entsprechenden Sicherheitsfaktor an, der in der geltenden Konstruktionsvorschrift erforderlich ist.
- Passen Sie den Gesichtstyp an die Dichtungsauswahl und die passende Ausrüstung an: Verwenden Sie für den allgemeinen Prozesseinsatz eine erhabene Dichtfläche mit Spiral- oder Ringdichtungen. Verwenden Sie beim Anschluss an Gusseisen- oder nichtmetallische Flanschgeräte eine flache Stirnfläche. Verwenden Sie RTJ für Hochdruck- oder saure Anwendungen, bei denen eine Metall-auf-Metall-Abdichtung erforderlich ist.
- Materialverträglichkeit prüfen: Stellen Sie sicher, dass das Flanschmaterial sowohl mit der Prozessflüssigkeit – unter Berücksichtigung von Korrosion, Erosion und Spannungsrisskorrosion – als auch mit der äußeren Umgebung kompatibel ist, einschließlich der Korrosionsgefahr der Isolierung unter der Umhüllung und der Kompatibilität des kathodischen Schutzes für den Erd- oder Unterwasserbetrieb.
Fazit
Flansche für Rohrleitungssysteme umfassen ein weitaus größeres Spektrum an technischen Entscheidungen, als ihre scheinbar einfache Rolle als Rohrverbinder vermuten lässt. Die Wahl zwischen einem Vorschweißstutzen, einem Aufsteckflansch, einer Muffenschweißverbindung, einem Gewinde-, Blind-, Überlappungs- oder Öffnungsflansch bestimmt die strukturelle Integrität der Verbindung, die einfache Installation und Wartung sowie die Eignung der Verbindung für die spezifische Betriebsumgebung. In Kombination mit dem richtigen Flächentyp für die Dichtung und der passenden Ausrüstung, der geeigneten Druckklasse für die Betriebstemperatur und einer Materialspezifikation, die auf die Prozessflüssigkeit und die Umgebungsbedingungen abgestimmt ist, gewährleistet die richtige Flanschauswahl ein Rohrleitungssystem, das während seiner gesamten Lebensdauer sicher und zuverlässig funktioniert, ohne unnötigen Wartungsaufwand oder Ausfallrisiko.

 17.11.2025Lesen Sie mehr
17.11.2025Lesen Sie mehr 17.11.2025Lesen Sie mehr
17.11.2025Lesen Sie mehr