Stumpfgeschweißte Rohrverbindungsstücke stellen das Rückgrat moderner Rohrleitungssysteme in verschiedenen Branchen dar, von der Öl- und Gasindustrie bis zur pharmazeutischen Herstellung. Diese präzisionsgefertigten Komponenten ermöglichen Richtungsänderungen, Abzweigverbindungen, Größenübergänge und Leitungsabschlüsse und bewahren gleichzeitig die strukturelle Integrität und Druckfestigkeit geschweißter Rohrleitungsnetze. Im Gegensatz zu Gewinde- oder Flanschverbindungen erzeugen Stumpfschweißverbindungen durch Schmelzschweißen dauerhafte, leckagefreie Verbindungen und bieten überlegene Festigkeit, minimalen Druckabfall und erhöhte Zuverlässigkeit unter anspruchsvollen Betriebsbedingungen. Das Verständnis der verschiedenen Arten von Stumpfschweißverbindungen, ihrer spezifischen Anwendungen, Maßnormen und Auswahlkriterien ist für Ingenieure, Konstrukteure und Hersteller, die an der Entwicklung sicherer und effizienter Rohrleitungssysteme arbeiten, von entscheidender Bedeutung.
Stumpfschweißbögen für Richtungsänderungen
Winkelstücke sind die am häufigsten verwendeten Formstücke zum Stumpfschweißen und ermöglichen es Rohrleitungssystemen, die Richtung zu ändern und gleichzeitig die Durchflusskontinuität und strukturelle Festigkeit aufrechtzuerhalten. Diese Fittings sind in verschiedenen Winkeln, Radien und Konfigurationen erhältlich, um unterschiedlichen Verlegungsanforderungen und Leistungsspezifikationen gerecht zu werden. Der standardmäßige 90-Grad-Winkel ändert die Durchflussrichtung um einen rechten Winkel und ist das Arbeitstier bei Richtungsänderungen von Rohrleitungen. Diese Bögen sind in zwei primären Radiuskonfigurationen erhältlich: langer Radius (LR) und kurzer Radius (SR). Rohrbögen mit großem Radius verfügen über einen Mittellinienradius, der dem 1,5-fachen des Rohrnenndurchmessers entspricht, und sorgen so für sanftere Strömungsrichtungsänderungen, die Druckabfall und Erosion minimieren – was sie zur bevorzugten Wahl für die meisten Anwendungen macht.
Bögen mit kurzem Radius und einem Mittellinienradius, der dem Rohrnenndurchmesser entspricht, sorgen für kompaktere Richtungsänderungen und sind dort nützlich, wo Platzbeschränkungen keine Anschlüsse mit langem Radius ermöglichen. Allerdings führt die engere Biegung zu höheren Druckabfällen und stärkeren Turbulenzen, was möglicherweise zu Erosion bei Hochgeschwindigkeits- oder abrasiven Anwendungen führt. Der 45-Grad-Winkel sorgt für eine sanftere Richtungsänderung als 90-Grad-Armaturen und wird oft paarweise verwendet, um 90-Grad-Kurven mit geringerem Druckabfall als einzelne 90-Grad-Winkel zu erzeugen. Andere Spezialwinkel, einschließlich 22,5-Grad- und kundenspezifische Winkel, können für bestimmte Anwendungen hergestellt werden, obwohl standardisierte 45- und 90-Grad-Anschlüsse eine bessere Verfügbarkeit und geringere Kosten bieten.
Herstellungsmethoden für Ellenbogen
Stumpfschweißbögen werden in mehreren Prozessen hergestellt, die sich jeweils auf die Eigenschaften des Fittings und die Eignung für verschiedene Anwendungen auswirken. Nahtlose Bögen, die durch Warm- oder Kaltbiegen nahtloser Rohre geformt werden, bieten eine gleichmäßige Wandstärke und keine Längsnaht, was sie ideal für Hochdruck- und kritische Anwendungen macht. Geschweißte Bögen, die aus Blech oder geschweißtem Rohr hergestellt werden, enthalten eine Längsschweißnaht, deren Konstruktion und Ausrichtung bei der Installation berücksichtigt werden muss. Dorngebogene Rohrbögen, die durch Biegen von geraden Rohren über Formdornen entstehen, bieten eine hervorragende Maßhaltigkeit, können jedoch eine Wandverdünnung am Außenradius (Außenradius) und eine Verdickung am Innenradius (Innenradius) aufweisen, die bei Spannungsberechnungen berücksichtigt werden müssen.

T-Stücke und Kreuzverschraubungen für Abzweigverbindungen
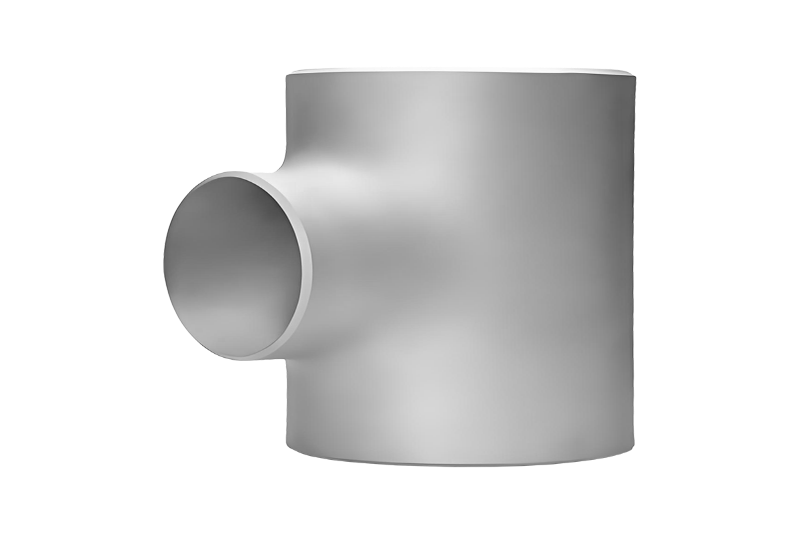
T-Stücke ermöglichen Abzweigverbindungen in Rohrleitungssystemen und schaffen Dreiwegeverbindungen, bei denen sich der Fluss teilen oder vereinen kann. Das gerade T-Stück, auch Equal Tee genannt, weist an allen drei Öffnungen identische Durchmesser auf, sodass sich gleich große Rohre im rechten Winkel kreuzen können. Diese Konfiguration eignet sich für Anwendungen, bei denen sich der Durchfluss gleichmäßig verteilt oder bei denen Abzweig- und Hauptleitungen ähnliche Durchflussraten aufweisen. Reduzier-T-Stücke verfügen über einen Zweigauslass mit kleinerem Durchmesser, während die Laufverbindungen gleichen Durchmessers beibehalten, sodass Zweigleitungen mit geringeren Durchflussanforderungen untergebracht werden können, ohne dass separate Reduzierstücke erforderlich sind. Der reduzierte Auslass kann konzentrisch (zentriert) oder exzentrisch (versetzt) sein, wobei exzentrische Konfigurationen eine Flüssigkeitsansammlung in horizontalen Zweigleitungen verhindern.
Kreuzverschraubungen sind zwar seltener als T-Stücke, bieten aber Kreuzungen in vier Richtungen, an denen sich zwei senkrechte Rohre kreuzen. Diese Fittings unterliegen unter Druck- und thermischen Belastungen komplexen Belastungsmustern, wodurch sie teurer und im Allgemeinen weniger bevorzugt sind als die Verwendung mehrerer T-Fittings. Kreuze bieten jedoch platzsparende Lösungen für bestimmte Geometrien und sind bei kompakten Installationen gelegentlich erforderlich. Sowohl T-Stücke als auch Kreuzstücke sind in verschiedenen Ausführungen und Druckstufen erhältlich, um den Spezifikationen der Verbindungsrohre zu entsprechen und eine gleichmäßige Wandstärke und Druckfestigkeit im gesamten Rohrleitungssystem sicherzustellen.
| Passender Typ | Konfiguration | Primäre Anwendung | Entscheidender Vorteil |
| Gerades T-Shirt | Auslässe mit gleichem Durchmesser | Gleichmäßige Durchflussverteilung | Einheitliche Druckstufe |
| Reduzier-T-Stück | Reduzierter Abzweigabgang | Nebenleitungsverbindungen | Einzelmontagelösung |
| Seitliches T-Stück | 45-Grad-Zweig | Sanfterer Strömungsübergang | Geringerer Druckabfall |
| Kreuz | Vier-Wege-Kreuzung | Senkrechte Schnittpunkte | Raumeffizienz |
Reduzierstücke für Rohrgrößenübergänge
Reduzierstücke erleichtern den Übergang zwischen verschiedenen Rohrdurchmessern und ermöglichen so die Optimierung von Strömungsgeschwindigkeiten und Rohrleitungskosten im gesamten System. Konzentrische Reduzierstücke sorgen für eine gemeinsame Mittellinie zwischen den größeren und kleineren Rohrgrößen und erzeugen so eine symmetrische Kegelform. Diese Konfiguration eignet sich gut für vertikale Rohrleitungen oder Gasversorgungen, bei denen die Aufrechterhaltung der Mittellinienausrichtung wichtig ist und Flüssigkeitsansammlungen kein Problem darstellen. Die allmähliche Durchmesseränderung bei konzentrischen Reduzierstücken minimiert Turbulenzen und Druckabfall und macht sie für die meisten Größenübergangsanwendungen geeignet, sofern die Geometrie dies zulässt.
Exzentrische Reduzierstücke zeichnen sich durch versetzte Mittellinien aus, wobei eine Seite des Fittings flach oder parallel bleibt, wodurch Flüssigkeitsansammlungen an hohen Punkten oder Dampftaschen an tiefen Punkten in horizontalen Rohrleitungen verhindert werden. Der Einbau exzentrischer Reduzierstücke mit der flachen Seite nach oben in horizontalen Flüssigkeitsleitungen verhindert die Bildung von Gastaschen, die zu Strömungsstörungen oder Kavitation führen könnten. Umgekehrt verhindert die Installation mit der flachen Seite nach unten in horizontalen Gasleitungen eine Flüssigkeitsansammlung, die zu Schwallströmungen oder Korrosionsproblemen führen könnte. Die exzentrische Konfiguration erleichtert auch das Entleeren während der Wartung, indem Tiefpunkte vermieden werden, an denen sich Flüssigkeiten ansammeln könnten.
Überlegungen zum Reduziererdesign
Der Winkel der Durchmesserreduzierung bei Reduzierstücken beeinflusst den Druckabfall und die Durchflusseigenschaften. Standardreduzierer weisen typischerweise Winkel zwischen 15 und 30 Grad auf und sorgen so für einen Ausgleich zwischen kompakter Anschlusslänge und akzeptablen Druckverlusten. Steilere Winkel führen zu kürzeren Anschlüssen, erhöhen aber die Turbulenzen und den Druckabfall, während flachere Winkel längere Anschlüsse erfordern, aber für sanftere Strömungsübergänge sorgen. Für kritische Anwendungen mit hohen Geschwindigkeiten oder erosiven Einflüssen können kundenspezifische Reduzierstücke mit allmählicher Verjüngung spezifiziert werden, um Strömungsstörungen zu minimieren. Die Wandstärke von Reduzierstücken entspricht in der Regel der Dicke der beiden Verbindungsrohre, um eine ausreichende Festigkeit im gesamten Übergangsbereich zu gewährleisten.
Kappen für Leitungsabschluss und -verschluss
Stumpfschweißkappen sorgen für einen dauerhaften Verschluss von Rohrenden und schaffen druckdichte Abschlüsse für Sackgassenleitungen, temporäre Abschlüsse während der Bauphasen oder dauerhafte Geräteverbindungen. Diese kuppelförmigen Formstücke verteilen Druckbelastungen durch ihre gebogene Geometrie effizient und erreichen bei relativ dünnem Material die gleiche Druckstufe wie das Verbindungsrohr. Die halbkugelförmige oder elliptische Form der Kappen bietet im Vergleich zu flachen Verschlüssen ein besseres Festigkeits-Gewichts-Verhältnis und macht sie zur bevorzugten Wahl für druckbelastete Endverschlüsse.
Kappen sind in verschiedenen Kopfformen erhältlich, einschließlich halbkugelförmiger, elliptischer (2:1) und torisphärischer Kopfform, die jeweils unterschiedliche Tiefen-Durchmesser-Verhältnisse und Druckhaltewirkungsgrade bieten. Halbkugelförmige Kappen bieten die stärkste Geometrie, erfordern aber das tiefste Profil, während elliptische und torisphärische Kappen kompaktere Lösungen mit leicht reduzierten Druckwerten bieten. Für Anwendungen, die häufigen Zugang erfordern oder eine mögliche zukünftige Erweiterung erfordern, können Flanschverschlüsse mit Blindflanschen praktischer sein als permanente Stumpfschweißkappen, allerdings mit höheren Anschaffungskosten und einem größeren Leckpotenzial.
Stummelenden und Überlappungsverbindungen
Stub-Enden, auch Überlappungs-Stummelenden genannt, sind spezielle Stumpfschweißverbindungen, die für die Verwendung mit Überlappungsflanschen bei der Herstellung semipermanenter Flanschverbindungen entwickelt wurden. Das Stumpfende wird stumpf an das Rohr geschweißt und sorgt gleichzeitig für eine abgerundete Bördelung, die an einem losen Überlappungsflansch anliegt. Diese Konfiguration bietet mehrere Vorteile gegenüber herkömmlichen Vorschweißflanschen, insbesondere in Systemen, die teure Rohrleitungsmaterialien aus Legierungen verwenden. Das Stummelende besteht aus derselben korrosionsbeständigen Legierung wie das Rohr und gewährleistet den Kontakt aller benetzten Oberflächen, während der berührungslose Überlappungsflansch aus kostengünstigem Kohlenstoffstahl hergestellt werden kann, wodurch die Materialkosten erheblich gesenkt werden.
Stumpfenden erleichtern die Ausrichtung während der Installation, da sich der Überlappungsflansch frei auf dem Stumpfende drehen kann, was die Ausrichtung der Bolzenlöcher mit den Gegenflanschen vereinfacht. Diese Funktion erweist sich als besonders wertvoll bei der Installation langer Rohrleitungen oder beim Herstellen von Verbindungen zu festen Geräten, bei denen eine präzise Drehausrichtung schwierig ist. Die Stumpfschweißverbindung zwischen Stutzenende und Rohr lässt sich leichter radiografisch untersuchen als die Kehlnähte, die bei Aufsteck- oder Muffenschweißflanschen verwendet werden, was eine höhere Qualitätssicherung für kritische Dienste bietet. Allerdings kostet die zweiteilige Baugruppe aus Stumpfende und Überlappungsflansch mehr als gleichwertige Vorschweißflansche, wenn beide Komponenten das gleiche Material verwenden, was die Anwendung auf Situationen beschränkt, in denen die Materialkosteneinsparungen oder Ausrichtungsvorteile die erhöhten Montagekosten rechtfertigen.
Maßnormen und Spezifikationen
Stumpfschweißfittings werden nach verschiedenen Maßstandards hergestellt, die die Kompatibilität mit Standardrohrgrößen und Wanddickenplänen gewährleisten. ASME B16.9 deckt werkseitig hergestellte Stumpfschweiß-Fittings aus Schmiedestahl ab und legt Abmessungen, Toleranzen und Druck-Temperatur-Werte für die Größen NPS 1/2 bis NPS 48 fest. Diese Norm definiert Fitting-Abmessungen, einschließlich Mitte-zu-Ende-Abstände für Bögen, Mitte-zu-Mitte- und Ende-zu-Ende-Abmessungen für T-Stücke und Kreuze sowie Baulängen für Reduzierstücke und Kappen. MSS SP-75 bietet Spezifikationen für hochgetestete Formstücke zum Stumpfschweißen und deckt die gleichen Formstücktypen mit verbesserten mechanischen Eigenschaften für schwierige Betriebsbedingungen ab.
Diese Normen legen Wanddickenpläne fest, die den Standardrohrplänen (Schedule 10 bis XXH) entsprechen, und stellen sicher, dass die Fittings mit den Verbindungsrohren konstante Druckwerte beibehalten. Die Normen definieren außerdem Toleranzbereiche für kritische Abmessungen, Ovalitätsgrenzen und Geradheitsanforderungen, die eine ordnungsgemäße Passung während des Schweißens und der Systemmontage gewährleisten. Für Größen, Materialien oder Konfigurationen, die nicht durch Standardspezifikationen abgedeckt sind, können kundenspezifische Armaturen nach projektspezifischen Anforderungen hergestellt werden, allerdings zu höheren Kosten und längeren Vorlaufzeiten als bei Standardkatalogartikeln.
Materialspezifikationen
Stumpfschweißfittings sind in der gesamten Palette an Rohrleitungsmaterialien erhältlich, darunter Kohlenstoffstahl, Edelstahl, legierter Stahl, Nickellegierungen, Titan und andere Spezialmaterialien. Zu den gängigen Materialspezifikationen gehören ASTM A234 für Armaturen aus Kohlenstoff- und legiertem Stahl, ASTM A403 für Armaturen aus austenitischem Edelstahl und verschiedene andere ASTM-Standards für bestimmte Materialfamilien. Die Materialauswahl hängt von den Betriebsbedingungen ab, einschließlich Temperatur, Druck, korrosiver Umgebung und Kompatibilität mit Prozessflüssigkeiten. Fittings sollten den Spezifikationen des Verbindungsrohrs entsprechen oder diese übertreffen, um eine gleichbleibende Korrosionsbeständigkeit und mechanische Eigenschaften im gesamten Rohrleitungssystem sicherzustellen.
Spezial-Stumpfschweißverbindungen
Über die Standardbögen, T-Stücke, Reduzierstücke und Kappen hinaus erfüllen spezielle Stumpfschweißfittings spezielle Rohrleitungsanforderungen. Seitenteile, auch seitliche T-Stücke oder Y-Stücke genannt, verfügen über Abzweigverbindungen im 45-Grad-Winkel und nicht über die senkrechten Abzweige von Standard-T-Stücken. Diese Konfiguration sorgt für sanftere Strömungsübergänge bei Abzweigleitungen und reduziert Druckabfall und Erosion im Vergleich zu 90-Grad-T-Stücken. Seitenanschlüsse sind besonders wertvoll bei Hochgeschwindigkeitsdiensten oder dort, wo die Minimierung des Druckverlusts von entscheidender Bedeutung ist, obwohl sie aufgrund ihrer speziellen Geometrie teurer sind als Standard-T-Stücke.
Pressnippel, auch Reduziernippel oder ungleiche Nippel genannt, vereinen die Funktion eines Reduzierstücks mit einer kurzen Rohrlänge in einem einzigen Fitting. Diese Komponenten ermöglichen den Übergang zwischen Rohrgrößen über eine sehr kurze Distanz, was nützlich ist, wenn Platzbeschränkungen die Installation von Standardreduzierstücken verhindern. Sättel oder konturierte Auslaufformstücke bieten verstärkte Abzweigverbindungen für vorgefertigte Auslassanwendungen, indem sie an das Laufrohr geschweißt werden, um Abzweigöffnungen ohne separate T-Stücke zu schaffen. Diese vorgefertigten Verbindungen bieten Flexibilität bei der Positionierung und den Winkeln der Zweige, erfordern jedoch spezielle Schweißverfahren und Inspektionen, um eine ausreichende Festigkeit und leckagefreie Konstruktion sicherzustellen.
Anforderungen an die Endvorbereitung und das Abschrägen
Eine ordnungsgemäße Endvorbereitung ist für die Erzielung einwandfreier Stumpfschweißnähte bei der Installation dieser Fittings von entscheidender Bedeutung. Standard-Stumpfschweißfittings werden mit abgeschrägten Enden geliefert, die zum Schweißen gemäß den ASME B16.25-Spezifikationen vorbereitet sind. Der standardmäßige Fasenwinkel von 37,5 Grad (ergibt einen eingeschlossenen Winkel von 75 Grad, wenn zwei abgeschrägte Enden verbunden werden) sorgt für eine ausreichende Wurzelöffnung und einen geeigneten Nutwinkel für eine vollständige Schweißnahtdurchdringung bei verschiedenen Schweißverfahren. Die Wurzelfläche, typischerweise 1,6 mm (1/16 Zoll), bietet eine Auflage für die Wurzellage und hilft, ein Durchbrennen beim ersten Schweißen zu verhindern.
Die richtige Ausrichtung und Spaltkontrolle während der Montage gewährleisten die Schweißqualität und die Systemintegrität. Die Wurzelöffnung zwischen den montierten Komponenten liegt typischerweise zwischen 1,6 mm und 3,2 mm, je nach Schweißverfahren, Rohrwandstärke und Präferenz des Schweißers, wobei gleichmäßige Lücken am Umfang eine gleichmäßige Wärmezufuhr und -durchdringung gewährleisten. Eine Fehlausrichtung zwischen Fitting und Rohrmittellinien sollte minimiert werden, wobei die meisten Vorschriften den Versatz auf 1,6 mm oder 1/8 der Wandstärke begrenzen, je nachdem, welcher Wert geringer ist. Eine übermäßige Fehlausrichtung führt zu Spannungskonzentrationen und potenziellen Fehlerstellen, insbesondere im zyklischen Betrieb, wo Ermüdungsbelastungen auftreten.
Auswahlkriterien für Stumpfschweißfittings
Die Auswahl geeigneter Stumpfschweißverbindungen erfordert die Bewertung mehrerer Faktoren, die über die einfache Maßkompatibilität hinausgehen. Betriebsbedingungen wie Druck, Temperatur, Flüssigkeitseigenschaften und Durchflussraten bestimmen die erforderliche Druckklasse und Materialauswahl. Korrosive oder erosive Anwendungen können verbesserte Materialien oder dickere Wandpläne erforderlich machen, um eine angemessene Lebensdauer zu gewährleisten. Die Strömungseigenschaften beeinflussen die Auswahl der Anschlussgeometrie – Hochgeschwindigkeitsleitungen profitieren von Rohrbögen mit großem Radius und stufenlosen Reduzierstücken, um Druckabfall und Erosion zu minimieren, während bei kompakten Installationen trotz höherer Druckverluste möglicherweise Rohrbögen mit kurzem Radius erforderlich sind.
- Druck- und Temperaturwerte: Erreichen oder übertreffen Sie die maximalen Auslegungsbedingungen mit angemessenen Sicherheitsmargen
- Materialkompatibilität: Stellen Sie sicher, dass die Korrosionsbeständigkeit und die mechanischen Eigenschaften den Prozessflüssigkeiten und Betriebsbedingungen entsprechen
- Zeitplan und Wandstärke: Behalten Sie im gesamten System eine einheitliche Wandstärke bei, um eine gleichmäßige Druckbewertung zu gewährleisten
- Einhaltung von Vorschriften: Stellen Sie sicher, dass die Fittings den geltenden Rohrleitungsvorschriften wie ASME B31.1, B31.3 oder anderen gebietsspezifischen Anforderungen entsprechen
- Qualitätsdokumentation: Erhalten Sie Werkstestberichte, Materialzertifizierungen und Maßkontrollberichte für kritische Dienstleistungen
- Wirtschaftliche Überlegungen: Vergleichen Sie die Kosten für die Erstmontage mit dem Installationsaufwand, der erwarteten Lebensdauer und den Wartungsanforderungen
Best Practices für die Installation und Qualitätskontrolle
Die erfolgreiche Installation von Stumpfschweißverbindungen erfordert die Einhaltung bewährter Verfahren, die die Verbindungsqualität und die Systemintegrität gewährleisten. Durch die ordnungsgemäße Lagerung der Fittings werden abgeschrägte Enden und Innenflächen vor der Installation vor Beschädigung, Korrosion und Verschmutzung geschützt. Fittings sollten vor der Installation einer Sichtprüfung unterzogen werden, um die Maßhaltigkeit zu überprüfen, auf Oberflächenfehler zu prüfen und eine ordnungsgemäße Kennzeichnung der Materialqualität sicherzustellen. Durch die Reinigung von Innenflächen und Schweißvorbereitungsbereichen werden Öle, Schmutz, Zunder und andere Verunreinigungen entfernt, die die Schweißqualität beeinträchtigen oder korrosionsfördernde Substanzen in das System einbringen könnten.
Vor Beginn des Schweißens müssen Schweißanweisungen (WPS) und Schweißerqualifikationen entsprechend den Materialien, der Wandstärke und den Betriebsbedingungen überprüft werden. Die Vorwärmanforderungen für Kohlenstoff- und legierte Stähle müssen berechnet und angewendet werden, um wasserstoffinduzierte Risse zu verhindern und eine ausreichende Duktilität der Schweißnaht sicherzustellen. Bei dickwandigen Formstücken, bestimmten Materialien oder bestimmten Betriebsbedingungen kann eine Wärmebehandlung nach dem Schweißen erforderlich sein, um Restspannungen abzubauen und die durch das Schweißen beeinträchtigten Materialeigenschaften wiederherzustellen. Eine zerstörungsfreie Untersuchung, einschließlich Radiographie, Ultraschallprüfung oder anderer Methoden, überprüft die Schweißqualität und erkennt Fehler, die die Systemintegrität beeinträchtigen könnten.
Das Verständnis der verschiedenen Arten von stumpfgeschweißten Rohrverbindungsstücken, ihrer spezifischen Eigenschaften sowie der richtigen Auswahl und Installationspraktiken ermöglicht es Ingenieuren und Herstellern, zuverlässige und effiziente Rohrleitungssysteme zu erstellen. Vom allgegenwärtigen Winkelstück, das Richtungsänderungen ermöglicht, bis hin zu speziellen Stutzen, die kostengünstige Flanschverbindungen ermöglichen, erfüllt jeder Formstücktyp spezifische Funktionen innerhalb des gesamten Rohrleitungsnetzes. Die Beachtung von Maßnormen, Materialspezifikationen, Anforderungen an die Endvorbereitung und Best Practices für die Installation stellt sicher, dass diese kritischen Komponenten während ihrer gesamten vorgesehenen Lebensdauer zuverlässig funktionieren und die Systemsicherheit und Betriebseffizienz in unzähligen industriellen Anwendungen aufrechterhalten.

 17.11.2025Lesen Sie mehr
17.11.2025Lesen Sie mehr 17.11.2025Lesen Sie mehr
17.11.2025Lesen Sie mehr